データベース『えひめの記憶』
 えひめの記憶 キーワード検索
えひめの記憶 キーワード検索愛媛県史 地誌Ⅱ(東予西部)(昭和61年12月31日発行)



二 今治市のタオル工業の発展(2)
技術の改良
明治二七年(一八九四)に阿部平助により創業をみた今治タオルは、多くの先駆者の努力によって多方面にわたる技術改良がなされ、今治タオルの特色が生まれてきた。その中で最初に生産効率・品質向上の面で貢献したのは麓常三郎である。彼は明治四三年に二挺筬バッタンと呼ばれる手織り式のタオル織機を考案した。これは二個の筬を併置し、各側別個の杼投運動を行い、両側に耳のあるタオルを同時に二列に製織できるもので画期的な成功であった。
ついで大正初年、縞反物製造業の中村忠左衛門が、織る前に糸を晒して染める先晒単糸による縞タオルの製法を開発したことで、この先晒タオルは今治タオルの一大特色である。これにより仕上がりの体裁がよく、価格も安くて好調な売れ行きをみ、今治タオルを日本三大タオル産地におし上げたのである。
織機は手機から足踏み式、さらに動力を使う力織機へと進歩していく。電気の普及は能率の高い力織機の採用に拍車をかけた。大正七年(一九一八)山本紋治が原田式小幅力織機を一〇台設置したのが始まりで、翌八年には笠崎基が原田式二幅ドビー付力織機を二五台、続いて翌九年には中村忠左衛門と今治綿布(広洋タオルの前身)が共に橋本式小幅力織機を各二〇台、さらに翌一〇年には田房順一郎(桃太郎浴巾の前身)が原田式二幅ドビー付力織機を三〇台購入し、タオル工業も大正中期に産業革命にはいった。また小幅機は、二幅掛・三幅掛に改造して能率の向上と工費の廉化につとめた。さらに四幅掛、または五幅掛にたり、半木機は鉄機にかえられた。
大正一一年(一九二二)に愛媛県立工業講習所(後、染織試験場となる)が今治市に創立されると、技師菅原利かね(金編に栄)は、従来のドビー機の局部改造を行い、タオル専用のドビー機を考案した。彼はフランス人ジャカールが発明したジャカード織機を力織機に取り付け、複雑な紋様を織り出す研究に没頭し、同一四年ついに成功をみた。それまでのタオルは無地か縞柄の単調なものであった。彼の考案したドビー機は、当時は、まだ片面だけだったとはいえ、鳥・花などを織り出し、好調な需要を喚起してついに三重を追い抜く原動力となった。今日、一般浴巾は泉州、ケットなど高級品は今治というタオル製織の構図は、この紋織りの成功に起因している。また特筆すべきは、力織機やドビー機が今治市内の鉄工所で製作できるようにたったことである。そのため、力織機・ドビー機が普及し、手織機は昭和元年、足踏機は昭和三年を最後に姿を消した。
昭和初期に今治地方に備えつけられた紋タオル用のジャカード機は、おおむね旧式で口数も小口であった。戦災復興に際して設備したものは、全部鉄製両口復動式で、その数は、六〇〇口・九〇〇口・一三〇〇ロと漸次大口に移行した。筬幅は六〇~八〇インチに拡大され、抒換装置も二挺筬・四挺筬になった。復興に際し、ほとんどの工場は、織機数の七〇%程度をジャカード機に、中には全織機をジャカード機にした工場も現れ、タオル製品は高級化した。また、ジャカードタオルは市場価格が高く、利益が多かったこともその普及を促した原因といえよう。なお、ジャカード機の普及を実現させた裏には、ジャカード機に必要な紋紙の紋紙穿孔作業所が、愛媛県立染織試験場の指導のもとに、今治タオル輸出協同組合の中に設立されたことをみのがすことはできない。
タオルは各工場で、規格・意匠ともに独自のものを企画生産するが、織機台数が少ない割に製品の種類が多く、その上、流行の変化が激しいため一種類の製品の製造期間は短く、しかも一種類の生産量が少なく、工場主は常に次の製品の規格・意匠を企画せねばならないので小規模経営でなければなりたたず、経営者は常に時代の流れをつかむ進取の気質と規格、意匠、流行色、新製品の開拓、研究に努力することを要求されている。さいわいにも、今治地方には愛媛県立染織試験場と、後進の技術者を育てる紡織技術養成所があり、技術的な援助と技術者の養成をしてきた。
織機は無抒化・高速化・省力化・低熟練化をめざして改良が進む。昭和四四年に県染織試験場が考案したタオル専用革新織機は、五〇年以降の生産増大に大きく寄与した。織機はタオルの製造工程における心臓である。戦後、タオル織機は普通織機から自動織機へ、自動織機から革新織機へと二回の変転をとげてきた。前者では省力化、品質の向上、生産性の向上が追求され、そこには製品の種類の適・不適の問題はそれほど大きくはなく、生産能力の拡大幅もそれほど著しいものではなかった。ところが、自動織機から革新織機への移行では、織機の高速化、多額の設備費、小品種大量生産向きで密度のこむものは製織しにくいという事実に加えて、よこまき工程の省略、高速化にたえうる原糸の選別、設備・糸が要求する温湿度調整なども、従来のタオル工場に、またタオル業界に大きな変化をもたらすものである。資金力、販売力、製品品種、織布工、コスト、需給関係、撚糸、染晒等々において、革新織機の影響が広く認められる(写真2―16)。とくに、多品種少量生産、密度のこんだタオルの製織を特色とする今治地方では、革新織機の普及は、産地の浮沈をかける重要な選択と思われる。タオル工業は業界全体をゆるがすような技術革新をこれまであまり経験していない。この意味で革新織機・新型レピア式革新織機の普及が業界にどのような波紋をよぶか、注目されるところである(表2―33参照)。
立地要因と生産・流通構造
今治地方のタオル工業は、泉南地方に約二〇年遅れて発足し、前述のような盛衰をくり返しつつ約六〇年余にして、日本一の地位を築くまでの産地として成長発展をとげてきた。その立地要因を、歴史的要因と地域的要因とに分けてみると、次の諸点が指摘される。
歴史的要因としては次の諸点があげられる。第一には大正年間にはいって、第一次世界大戦時の好況も手伝って、先進地と異なった先晒柄物・ジャカード(紋織)物の機織・織機製造・染色・晒・仕上加工等の技術改善に成功し、今治地方独特の製品を市場に売り出すこととなった。その過程において、行政団体の保護奨励の力は大きかった。すなわち、公共の技術援助機関(県立染織試験場)・技術者養成機関(県立工業講習所・職業補導所・今治工業高校紡織科)の今治設置は、弱小企業体では各技術の研究、修得が困難であるタオル工業の育成に、多大の功績を与え、ついに弱小企業体ではとうてい短時日では、他の模倣を許さぬ先晒柄物の地域的生産力を具備するにいたった。また一方においては、国家の保護政策があった。すなわち、世界恐慌後の生産過剰時には国家の統制下に入り、織機の登録、増設制限、操業短縮がなされ、さらに日支事件後は国家の委託加工体制下に入って企業は安定し、業者の団結も強まった。戦後の統制撤廃後の生産過剰時(昭和二九年)には、中小企業安定法の施行、設備制限令の発動をみ、業者の団結と操業短縮により業界、市場ともに安定した。こうした保護政策は地場産業形成には特に重大な意義がある。その他、今治市当局の港湾、陸上交通路の整備による交通の至便化、共同外注加工場への補助金の支出なども見逃せないことである。
さらに業者自体の自覚の現れとして、次の点が指摘される。すなわち、企業家間の団結、協同・相互扶助の機関として、今治タオル工業連合会(後の四国タオル工業組合)・今治タオル輸出協同組合・今治糸染協同組合(後の愛媛県繊維染色工業組合)・愛媛県紋匠工業組合・今治撚糸かせ取事業協同組合(後の愛媛県撚糸協同組合)・今治捺染工業協同組合などの実現をみたこと、資金獲得のための相互保障の実行等、弱小企業の強化に励んだことが注目される。
地域的要因としては次の諸点が指摘される。まず、製造原価の半分以上は原糸費であるが、綿糸は軽量な純原料であるため輸送費に基づく場所的拘束からは比較的自由である。次いで労働費や染晒費の割合も高い。従って、安価豊富な婦女子労働力、低廉な染晒料という因子は、タオル工業立地上不可欠の要因である。産地形成斯における男子労働者を含めた安価豊富な労働力は今治地方の重要な因子であったし、染晒用の豊富な軟水が蒼社川の伏流水として得られたことも重要な立地因子といえる。つぎに注目すべきことは、タオル工業は他の集積立地した産業と開連して成立することを有利とする工業であるため、良質安価豊富な技術で委託加工する関連産業の構成する工業環境(原料仕入れから製品販売までの一切の機能、すなわち、主なものとしては、織機製造修理、機織材料製造販売、紋紙加工、図案作製、染晒加工、発電配電、金融、綿糸販売、タオル買上、梱包、輸送、縫製仕上等)が大切である。
その他、地域的にまとまった生産能力、生産技術、比較的安価な電力、交通の便利な港湾、旺盛な企業心なども地域的要因としてあげられる。
多種多様な生活用品を生み出すタオル工業は、多品種を少量ずつ生産し、しかも一品種当たりの製織期間が短いため、小資本による中小企業経営に適する。昭和五九年現在、愛媛では一企業の平均織機台数は二〇台、二〇台以下の企業が七〇%を占め、五〇~九九台は四・二%(一九)、一〇〇台以上はわずか一・八%(八)で、従業員も三〇人未満が多い。また製品は色・柄に流行支配を受け、中元・歳暮の贈答用向けが多いことから繁閑の幅も大きい。つまり、四~六月と一〇~一二月が生産・出荷の活発な時期で、七~九月は閑散期である。タオルケットの出現で年間商品化をめざしてきたとはいえ、やはり夏ものの性格をまだもっており、なお一定の季節性を残している。タオル業界には工場間の製品の分業はあまり発達しておらず、今日多品種少量生産化の傾向が強まり、大多数の工場が同様の製品を生産する状況がさらに強まっている。
一方、タオル業界は不況下でも需要が減退しにくい消費財を生産するため、同業者が増加しやすく、織機の改良進歩のたびに能率は向上するから、生産過剰に陥りやすい体質を内包している。今治タオル産地内にも一定の社会的分業が発達してきた。概してそれは、産地の発展と歩調を合わせてきたのである。まず第一に、生産量の拡大が一定工程、一定の作業の専門企業の成立を可能にしてきた。かつてのかせ取業者や、撚糸業者、紋紙業者の出現・成長は、それぞれの種類の需要の量的拡大に基づいていた。第二に、新しい工程が当産地に付加され、それが当初タオル工場内で行われていたが、やがて独立した業者によって担われるようになった。たとえば、撚糸業者やシャーリング加工業者である。また後処理・後加工が近年重視されるようになって、それらが染晒工場等で実施されている。第三に、社会的分業は労働力不足などの企業環境の変化と、それに対するタオル業者の適応策として展開された。同じ製織工程でも、自工場の拡大によらずに、小零細工場・家内工場の活用、その協力工場化によって製織能力の拡大を図ってきた。従来、ヘム縫い・耳縫いなどは多くはタオル工場内で行われていたが、人手不足や人件費の上昇によって、そうしたミシン加工は家庭内職に頼ることが多くなった。第四に、当地の人々は利にさとく、他者のニーズを敏感にキャッチして、巧みにそれを営業として成り立たせる。内職をする各家庭にミシン加工用のタオルを配り、また集荷するという一種の配達・運送業者が存在し、ギフト用タオルのパッケージ業者もあり、プリント後のタオルの乾燥をひきうける専門業者もみられる。こうした分業は、この地の女性が働きものであること、男子の職場にあまり恵まれていたいことなどの事情と関係している。こうした新興のタオル関連産業は、昭和五八年現在、今治市とその周辺部では晒・染色二三、捺染八七、撚糸一二七、意匠・デザイン・紋紙加工五一、シャーリング・刺繍加工四五、糸巻き一四〇もの工場・事業所を数える。すべて中小零細企業であり、推定約一万人の家庭婦人を中心とした人々がこれらの内職を行っている。
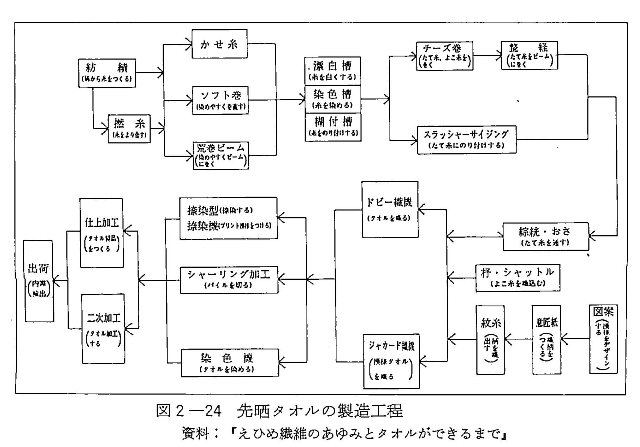
タオルの製造工程を図示すれば、図2―24のとおりである。今治タオルの先晒タオルは、原糸の段階で精練・漂白・染色した糸を使用して製織したものである。製織にはジャカード機を使用して、柄物の多いタオルケット・湯上・反物等を生産している。後晒タオルに比べて、一般に重目物・広幅物で付加価値が高い。主要原材料は綿の二〇番手原糸が中心であるが、最近は需要構造の変化、製品の高級化に対応して、三〇番手や四〇番手も多く使われている。これらの原糸は殆ど商社経由で購入されている。
図示した製造工程にはそれぞれ独立した専業業者が携わり、業界構造は極めて細分化されているが、最も大きな工程は製織工程でありその中核をなしている。このため一般にタオル業者とは、タオル製織業者のことを指しており、他の工程業者と区別している。そして、タオル業界の生産能率を最も左右するのは製織設備である。今治タオルは先晒ジャカード織を主体として、タオルケットなど重目的・広幅物の比率が高いため、織機の自動化率は他産地に比べて高い。
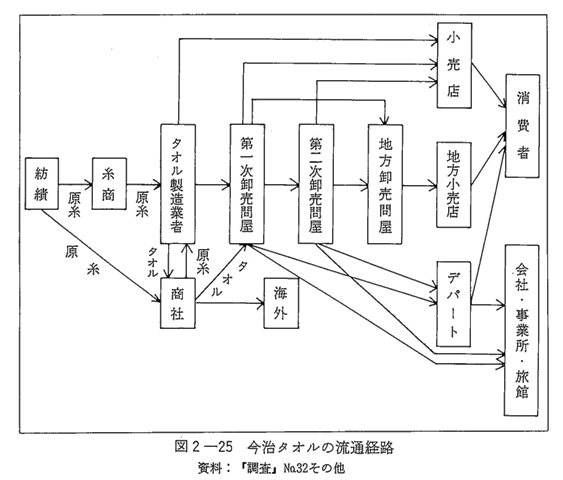
次に販売形態であるが、その流通経路は図2―25にみるとおりである。流通経路の核になるものは第一次卸売問屋であり、その取扱い割合は約七〇%に達する。今治市には地元卸商がないため、大阪・東京・名古屋方面のタオル専業卸問屋を通じて全国に販売される。今治タオルの販売仕向割合は、その地理的、歴史的条件から大阪向けが約四〇%と最も多く、次いで東京二三%、名古屋二〇%、その他一七%となっている。第一次卸商を中心とする流通経路は図2―25にみるとおり極めて複雑であり、ちなみに流通経路として最も短いものは、製造業者→第一次卸商→小売店であり、これに対し最も長いものは、製造業者→商社→第一次卸商→第二次卸商→地方卸商→小売店で、こうした複雑な流通経路が、不況期における流通を乱し、市況かく乱の原因となっている。
なお、五〇年代にはいり、中間卸商の排除という流通経路の簡略化傾向がみられ、製造業者→ギフトショップ・スポーツ用品店・ブティックなど、タオル製品を取り扱う小売店への直販も多くみられる。
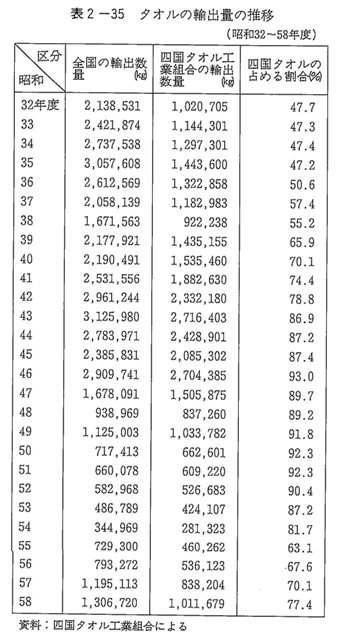
タオルの出荷数量に占める輸出数量の割合は、戦後の輸出ピーク時の四三年でも四・五%で、全体としてタオル業界の輸出依存度は低い。発展途上国の低価格タオルの登場、円高傾向などから輸出環境はきわめて厳しい。こうした状況にあって今治タオルの全輸出量に占める割合は表2―35にみるように極めて高く、五〇年代当初には九〇%を超えた。しかし、最近は輸出量の急減、割合の低下が著しい。なお、輸出の半数以上は湯上がりタオルで、五〇年代前半は太洋州・ヨーロッパ・北アメリカが中心であったが後半は東南アジア・北アメリカ・西アジアが中心となっている。
日本一のタオル産地
これまで述べてきたように、織機の改良、先晒しの応用、紋織り技術の開発など幾多先人の研究努力が積み重ねられた。また製品は従来の欲巾・湯上が主流をなすが、紋織りの開発はデザインの進歩を伴ってタオル地を素材とする新商品開拓への道を開いた。昭和三〇年代に登場したタオルケットは、ヒット商品として市場を獲得し(全国の約九〇%)、ついで高級シーツ・ポロシャツと次々と新製品を送り出し、四〇年代以降は、プリント物の品質改善、ビロードの感触を出すシャーリング加工など商品の高級品化、多様化が一層はかられ、近年は刺繍を施して壁掛け・テーブルクロスなどのインテリア部門にも進出が著しい。さらにバスローブ・スポーツウエア・街着・子供服など衣料分野にも多彩な展開をみている。
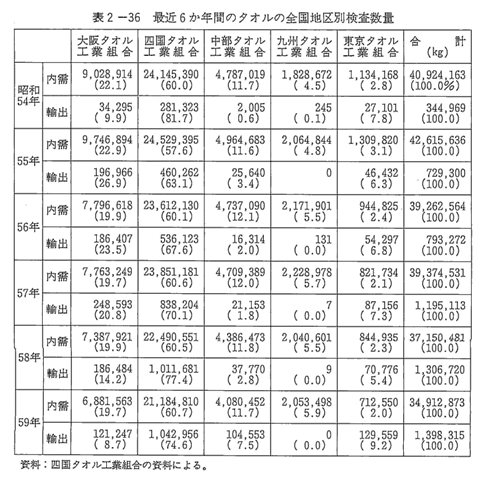
昭和五八年の愛媛県のタオル総生産量は二万三五〇二トン(六一・一%)で出荷額は八五〇億円に達し、昭和三五年以来、日本一の地位を誇っている。特に、高級商品の輸出タオルの最大の産地で、総輸出量一三〇七万トンの七七・四%(一〇一二万トン)を当産地が占めている。五八年末現在の企業数は五一一で、大阪の七五六(五二・八%)に次いで第二位(三五・七%)、登録織機実台数は八九三五(四一・四%)に達し、大阪の四四・九%にせまっている(表2―36)。
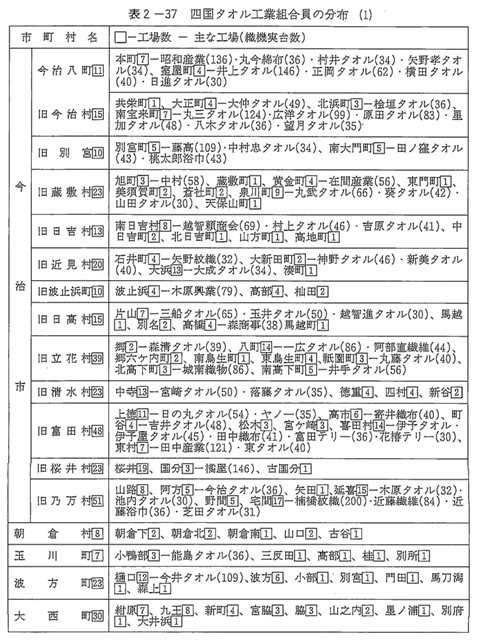
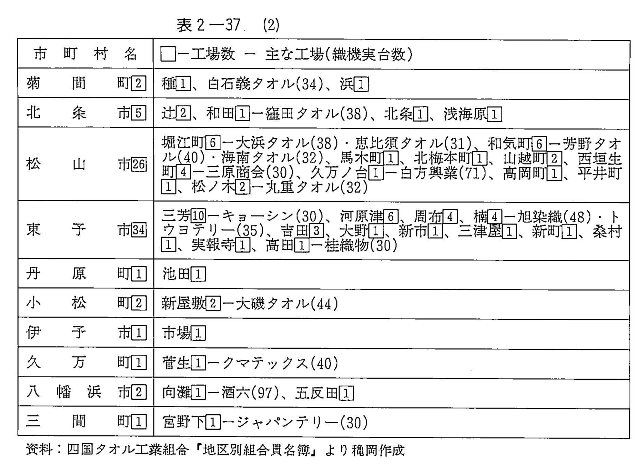
四国タオル工業組合調べの五九年七月現在の組合員数は四四六で、そのうち六九・一%は今治市に分布し、隣接の東予市(三一工場)、大西町(二九)、波方町(二二)、朝倉村(七)、玉川町(七)を合わせると実に九〇・六%(四〇四工場)が、今治市およびその周辺に集中立地をみている(表2―37)。タオル工場の立地分布の傾向をみると、昭和四〇年代に入るとややドーナツ化現象が現れ、今治市の市街地から郊外の農村地域に立地移動する現象が目立ち始めた。市街地の地価の騰貴と拡張余地のないことが原因で、広くて安い郊外の土地を求めて移動したものである。中には事務所(本社)は今治市内に置きながら、工場を郊外や周辺市町村に立地させている工場もみられる。
|
図2-24 先晒タオルの製造工程
|
図2-25 今治タオルの流通経路
|
表2-35 タオルの輸出量の推移
|
|
表2-36 最近6か年間のタオルの全国地区別検査数量
|
表2-37 四国タオル工業組合員の分布(1)
|
表2-37 四国タオル工業組合員の分布(2)
|