データベース『えひめの記憶』
 えひめの記憶 キーワード検索
えひめの記憶 キーワード検索愛媛県史 芸術・文化財(昭和61年1月31日発行)



五 桜井漆器
伊予の漆工芸は桜井漆器をおいて他にない。この地方は漆器生産の立地条件は整っておらず、漆器製造に必要な原料は全くないうえに技術もない、あるとすれば労働力と交通上便利なところくらいなものであった。
このような条件下に桜井の漆器工業が発生し発展してきたが、それは「椀舟」を基本に成り立っている。椀舟とは漆器の行商のことで、その名称は帆船交通の時代、親方(行商資本家)が数名から数十名の売子(販売労働者)を連れて帆船で四国の海岸はもとより、中国・九州方面に漆器の行商を行ったことに由来するものである。その後は交通機関の発達によって次第に姿を消していったが、明治の初年から大正にかけての時代が最も盛況であった。名称は、最近まで漆器の行商に行くことを「椀舟に行く」「舟に行く」「椀屋さん」と呼んでいた。
椀舟-漆器行商の発展
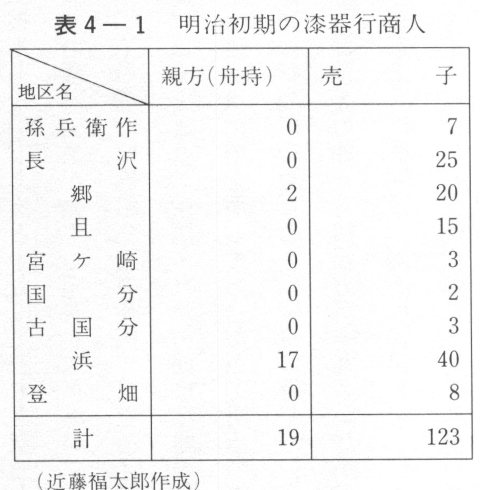
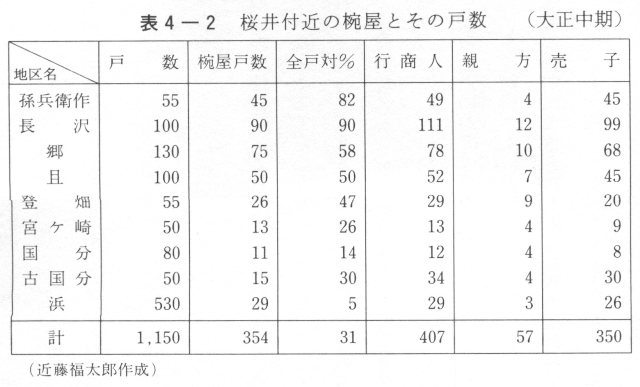
初期の椀舟は別表の如く舟持親方が一九名いたが、明治の中頃になるとほとんどの親方は行商をやめ、漆器製造、漆器問屋、卸商に転換した。代って売子であった人で資力のある者が親方を務めるようになり、第一次世界大戦後の好況時代はこの地方の全戸数の半分以上が出稼戸数で、行商人の数も四〇〇名にのぼった。この椀舟の組織は行商資本家(親方)と売子(販売員)・船頭の三者により成立し、行商地の港に舟をおいて根拠地として行商に出かける。船頭は舟に残留し炊事、商品の管理に当たり、親方および売子は漆器を背負って行商に出発して行ったが、販売に有利な地方に行くときは、上陸して家を借りることもあった。このように桜井漆器は行商と漆器生産の両面が併行した発展過程をたどったのである。
漆器製造
漆器行商の隆盛に伴って桜井に漆器製造の機運が次第に醸成されていった。伝えられるところによれば、行商資本家が文化・文政の頃に西条藩から技術者を招聘し、箱膳、重箱、広盆等の製作を始めたのが桜井漆器の源流であるといわれる。しかし製品は粗悪なもので名産として他地方に誇れるほどのものではなかった。もともと桜井地方は漆器製造に適する自然条件は皆無で、最も必要な生漆もなく、下地造りから塗り上げまでに必要なトノコ、ベンガラ、柿渋などの原料も入手困難なうえに製造の技法について未開拓という困難な条件下にあった。恵まれていたのは、気候温暖で適度の乾燥が漆器製造過程にほどよいことや、交通の上で桜井港が至便であったくらいのものである。このような悪条件のもとにありながら桜井に漆器工業が次第に発展し、定着していったのは桜井商人の不屈の意志と、努力によるものといわざるを得ない。こうして漆器製造の有利に着目した椀舟親方たちは競って紀洲黒江の技術者の指導を受け、漆器製造を始めたのである。また一方では、紀州や輪島その他の地方との商取引によって仕入れるようになった。
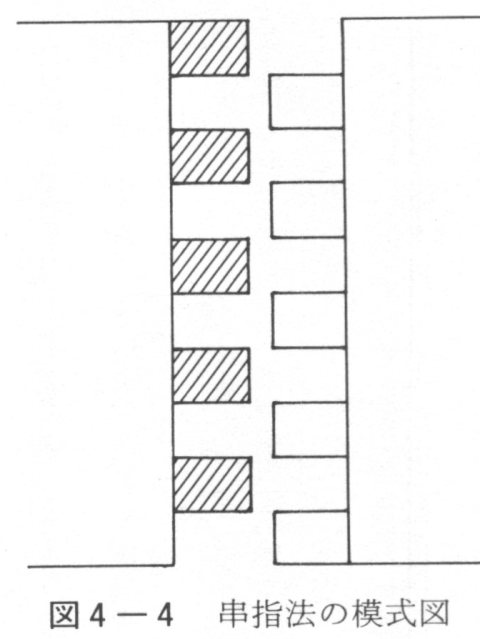
桜井漆器の初期の作品は角物・重箱・箱膳が中心であった。この角物の木地は檜材で箱の角は竹釘か金釘であったが破損度が高く、その角止め方法について研究が続けられ、天保時代に土地の月原紋左衛門が苦心研究の結果、考案した櫛指法によって堅牢な製品となり、当時の漆器業界で高く評価され、俄に名声全国に知れ渡った。
月原紋左衛門が櫛指法の考案を成功させて間もなく西条より蒔絵師茂平がきて本格的な蒔絵が導入され、桜井漆器の製品は品質、優雅ともに誇り得るまでに発展していった。
明治初年には製造業者十数人に及び、技術者も全国から参加する者も多く業界は飛躍的に充実した。明治九年には田村只八が能登輪島より沈金師高浜儀太郎を招き、桜井漆器に沈金を導入した。儀太郎は優れた技術を生かし、製品の質の向上に大いに貢献した。
明治一八、九年に加賀山中より、下岡松太郎・岡野平蔵・高木与左吉らの轆轤師が桜井へ、また安芸の宮島から稲田政吉・魚谷勝蔵・金子定吉の轆轤師が相前後して来住し、桜井漆器に初めて丸物が生産されるようになった。この丸物漆器も全国的な好評を得て需要は日を追うごとに増大していった。
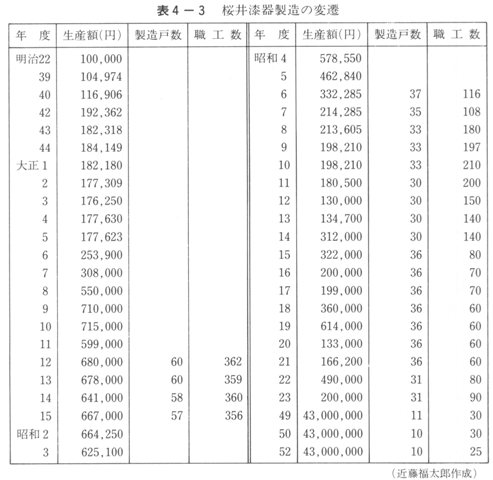
明治三〇年代になると販路の拡大が図られ、明治三七、八年の日露戦争後は需要者の趣向に合わせて、価格も安く、堅牢であることから紀州塗りを凌駕し、能登の輪島塗りに勝るとも劣らないという程に全国から好評を受け繁栄していった。第一次世界大戦後の好況時代には製造戸数六〇戸、生産に従事する技術者は三六〇名に達した。生産高も角物、丸物をあわせて七〇万円という当時としては驚異的な額に達した。
漆器工芸の不振と椀舟の衰退
昭和に入って漆器に代って陶磁器が生活用具に定着し俄に低迷しはじめ、製造戸数も半分になり、技術者もかつての時代に比して三分の一という低落振りで生産額も当然のことながら二〇万円余りという落ち込み方であった。その原因は経済界の不況が挙げられるが、なんといっても一般の生活様式が大きく変化した点が最大の因であろう。冠婚葬祭に常時親しまれてきた会席膳に代って応接台や長机になり、使用の前後の手入れが必要な漆器は敬遠され、水洗いですむ安くて便利な陶磁器の普及が主たる漆器不振の原因であろう。まさに時代の流れというべきである。
昭和一三年、愛媛県は漆器工業不振の挽回を図るため、技師の駐在指導体制を実現し、業者はこれに対応して工芸会を組織し製品の改良に意欲的に取り組んで着々と成果をあげていった。昭和一六年一二月、太平洋戦争が勃発するや漆器工業にとっては徹底的に困難な状況に直面していった。業者や技術者の応召・戦死、原料・資材の欠乏等、さらに昭和一九年七月には愛媛県漆器工業統制組合の名称に改めることになり、戦争と統制経済の枠のなかでの生産活動、販売活動は衰退の一途をたどり、窒息の状況に追いこまれていった。
戦後の桜井漆器
敗戦とともに統制は解除されたが原料、資材の不足は漆器工業復活に大きい支障条件であった。昭和二二年九月、桜井漆器工業協同組合が設立され、漆器工業再建に力強い出発をしたが、戦争による影響は大きく、技術の不足、原料の入手も容易でなかったが、関係者たちは努力を重ね、次第に好転していった。漆器の生産に必要な漆も昭和二三年から年間配給高二〇貫を受けることになり、見通しは明るくなってきた。蒔絵、沈金の材料、金粉、銀粉、金箔、銀箔などの原料も需用を満たすには遠かったものの、加賀、金沢から確保できるようになった。角物の木地材料は、従来は紀州の新宮産で占められていたが、南予産の資源が活用されるようになり、丸物木地のトチ・ブナ等の資材も上浮穴郡や高知産のものを確保できるようになった。戦後の物心両面の混乱から次第に安定の方向に歩み始め、製品も量より質と工芸美術に指向するようになった。
漆器の製造工程
第一の工程は素地作りで、角物は指物師が桧材で、丸物はロクロ師が、トチ・ブナ・モウカ桜等で素地を作る。第二は下地塗りで下地師が、トノコ・ヂズミ・ベンガラ・柿渋・生漆で下地を塗り、第三に水研ぎをして塗師に渡す。塗師は中塗りをしてよく乾燥して後、炭研ぎを実施する。第四に上塗師が仕上げる。これで無地漆器は完成したわけであるが多くの漆器はこれに加工師(沈金師)、蒔絵師が漆で金粉・銀粉・金箔・銀箱を用いて蒔絵を施し、沈金師の沈金を施して完成ということになる。
角物の素地作りは重箱・会席膳・硯箱・文箱・色紙箱などの素地は檜材で指物師が製作する。この角物木地の桧材は古くから紀州産が使われてきたが、現在も紀州新宮産の檜材を用いているようである。
桜井産の角物漆器が堅牢であり、格調高い漆器として好評を博するようになったのは、素地作りの新規軸といわれた串指を考案して以来のことであった。これまでは四隅の接着部分を鉄釘・竹釘を打ってとめていたので、破損しやすかった。串指法は櫛の端に櫛の歯のような凹凸をつくってかみ合わせる方法である。この串指法が考案されて接着部分が破損することもなくなり、伝統芸術として格調高く価格も安かったので、串指重箱の需要は俄に伸びていった。また串指の機械が新しく考案されて生産能率が一段と上昇した。串指機械はデツメンという木枠と櫛鉋、突込み鉋の三つからなり、重箱をつくるとき箱板をそろえてデツメンによって締め、鉋で寸法をそろえて、次に櫛鉋で板の両端に一定の間隔をおいて二㎜程の深さの溝を彫り、凹凸の目印をして最後に突込み鉋で削りこむのである。
桜井漆器工業が盛況であった大正期は角物生産が盛んで、指物大工も百数十名を数えるほどであった。終戦後の昭和二三年には六〇名と次第に衰退し、昭和五九年には僅か五名が角物づくりの伝統を守っている現況にあるが、この人たちも高齢化し、後継者のいない現状は絶滅を招く恐れがあり、なんらかの対策が早急に望まれる。
椀類・木皿・盆・銘々皿等の丸物の素地作りはブナ・トチ・モウカ桜等の材を用い、まず木取師が製品の種類に応じて木取りをして轆轤師が削り、素地をつくるのが順序である。この丸物漆器が生産を始めたのは明治一八、九年の頃で、加賀山中より下岡松太郎ほか数名の轆轤師が桜井に来てからのことである。当時は丸物の木地になるブナ・トチ・モウカ桜は越智郡内の竜岡・鈍川、さらには温泉郡北吉井一帯の国有林から伐採することができた。
椀類や盆・銘々皿等に木取りされた材を、それぞれの形に仕上げるのは轆轤師の仕事である。轆轤は電力による動力が導入されるまでは、足踏轆轤によって作業が進められていた。大正の初め頃に電力が導入されると精米所の動力を利用し、その片隅で轆轤するのが一般的であった。手仕事と違って能率が何倍ということで、独立して轆轤工場を建設するようになった。しかし漆器工業が衰退すると当然のことながら運命をともにしていった。終戦後の昭和二三年には轆轤師は二〇名に激減した。その後も次第に減ってしまい、昭和五九年には僅かに二名となってしまった。
漆 工
漆器製造に欠くことのできない漆は、漆の木から採集する樹液を原料とする。漆の木は東洋のインド以東に生育し、熱帯地方は生産量が多いが質が悪く、日本・中国・朝鮮など温帯地方のものが良質である。漆の性質は耐酸・耐水・耐アルカリと絶縁体となり、その皮膜の強さはどんな塗料にもまさるものであって、昔から工芸品として珍重され、また弓矢・矢箱・武具甲冑類にも広く用いられてきた。しかし、現在では需用の一割にも満たない産出量で、殆どは中国より輸入している現状である。
生漆の精製は手黒目と機械黒目の二つの技法がある。大正時代までは手黒目の方法が中心であったが、その後漆器販売業者が黒の漆や、特殊な精製漆を販売しているので塗り業者が黒目漆を作ることは殆どない。
柿渋は昔から紙の表面に塗って水分の耐溶性を強めるために使用されてきたが、木質の表面に塗って下地用に使用する。広島県産のものが多く使用されている。
砥の粉は生漆と練り合わせて使い、京都産のものが多い。地の粉はケイソウ土を焼いて粉末にしたものに米粉と生漆を混ぜたもの、油煙墨又は松煙と柿渋を混じて使い黒色の顔料とする。またコクソはうどん粉を漆の中にいれて粘らせ木地固めに使う。
上塗用の材料は、よしの紙(精製漆の漉渦用、紀州吉野産を使用)、炭(ナラの木の炭、炭研ぎに使われる)、朱(朱粉を漆と練り合せて使う)、角粉(鹿の角を粉にしたもの、蝋燭磨きに使う)、研ぎ出し炭(つばき、つつじの炭。研ぎ出し用、主として油桐)、紅柄(ベンガラ=岡山県産のものが多い。現在は鉄を焼いて錆を作り、酸化第二鉄を精製して作り、漆と練り合わせて使用する)、緑青(銅の錆から精製、極彩色の青色顔料として使用)などが用いられる。
漆工の用具は添刷毛ー漆用刷毛は他の資料用とは違って毛並のこまかい腰の強いものがよいとされている。人間の毛髪が一番よいという。夏毛刷毛は馬または鹿の毛で作り、渋引き、膠地等の引地用として用いる。
ヘラー種類は大変多いが木製・竹製・角製・鯨ひげ製・象牙製・金属製などがある。釚台は木皿・椀類等の表縁、及び裏底等を同時に塗る場合に使用する。
下地塗は角物、丸物を問わず下地塗師がトノコ・ジズミ・ベンガラ・柿渋・生漆などを使って下地づくりをするのであるが、サビ下地はサビを使っての下地で砥の粉と生漆を混ぜて作ったものである。なお、サビ下地、地の粉下地の下地料を塗る前に使うのが、コクソである。コクソとはうどん粉を漆の中に入れて粘らせ木の粉を加えて堅くしたもので、木の粉は轆轤を挽く時にできる木の粉を目の細かい絹のスイノウでとおしたものである。
次に木地に綿布、カンレイシ、麻布を張りつけ、その上からヒノキベラで地の粉下地を塗っていく。地の粉下地は三回位塗っては乾かし、そして化粧サビを二回程塗る。乾いたらジョウケン砥石で水研ぎし、ヘラ跡を落とすが、赤い塗り物にはベンガラを、黒い塗り物には松煙を混ぜる。下地塗師は盛況時代は一八〇名を数えたが、終戦後の昭和二三年の調べでは二九名だった。現在の下地塗師は角物が二人、丸物が僅かに一人という低落振りである。
下地塗りの終わったものに中塗漆をかけて乾燥させる。乾燥が終わると、ホウの木で作った炭で研ぎ、表面の凹凸をならし、埃を洗い落とし、上塗漆が密着しやすいようにする。これを炭研ぎという。
次は上塗りであるが二つの方法がある。一つは「塗り立て」とか「立て」といって、朱でも黒でも塗り放しにして仕上げる方法である。もう一つは「蝋仕上げ」で数色の漆を塗り重ね、乾燥させたあと、油桐を焼いて作る、ツバキかツツジの根を焼いて作った炭で研ぎ出し、砥の粉と油で練り、布で研磨したのち油を洗い落し、イセハヤ漆をかけ鹿の角を粉にした角粉で磨き上げるというやりかたである。
桜井漆器の伝統技法の一つは塗り立てにある。良質の漆器をつくる重要なポイントは漆を正常に乾燥させることにあるといわれている。上塗りが終わると室にいれて乾燥させるが、塗ったまま乾燥する際、漆が下方に垂れて漆の層がむらになる。むらになるとチヂミができるのである。これを防ぐため数分おきに裏返しをする。現在は自動回転乾燥器が考案され、塗師の苦労は解消した。
漆は塵や埃に敏感であるので、塗りたては一番注意を要するところである。少しでも埃が入ると製品の価値は失われるので塗師は自分の手垢や指紋などにも細心の注意を払い、塗師の仕事場は風の入らないよう目張りをし、服装は冬でもシャツだけで裸同様に作業をするのも埃を避けるためのものである。現在、桜井の上塗師は角物が五名、丸物が二名の計七名である。昭和二三年頃には三五名もいたが、漆器工芸の不振と並行して塗師も転退職していった。
蒔絵は無地の漆器の完成品に金粉、銀粉、貝などを用いて蒔絵師が装飾を施すものである。この蒔絵には平蒔絵・高蒔絵・研ぎ出し蒔絵、それに紙の薄さに切ったアワビの貝板に漆をつけて貼る螺鈿蒔絵などがある。平蒔絵は薄い紙に鉛筆か墨で紋様を描き、その裏をネズミの毛で作った蒔絵用の筆に漆をつけてたどり、漆が乾かぬうちに漆のついた面を下にして押しつけると薄い漆の紋様が出来る。その上を漆をつけた筆でたどり、乾燥したら油と砥の粉をつけた綿で磨くと紋様が浮き出てくるのである。この過程のなかで蒔絵師が神経をつかうのは、金粉を蒔くときの漆の乾き具合(加減)を知ることであり、この感覚の鋭さを持たなければ一人前の蒔絵師とはいえない。現在、桜井には七名の蒔絵師がいるのみである。
沈金は完成した無地の漆器に彫刻をして、そこに金箔や銀箔を埋め込んでいく装飾づくりである。その工程はまず美濃紙に鉛筆で意匠の下書きをし、その上を黄硫黄という黄色い染料粉末でたどる。そして黄硫黄のついている面を塗りものの面に重ね合わせ、上から刷毛でこすると黄硫黄で意匠が描かれる。その意匠を荒かきノミ・かき彫りノミ・毛彫りノミで彫っていく。意匠を彫り終ると箔下漆をヘラで塗りつけ、布で油ぶきをして紙でふき上げると、ノミで彫ったくぼみにだけ漆が残り、その漆の乾かぬうちに金箔を貼り、漆が乾いた後、紙に石油をしみ込ませてふきとると燦然たる沈金模様が浮かび上がるのである。
桜井漆器に沈金装飾をとりいれたのは明治九年で、当時漆器の製造販売を業としていた田村只八が輪島より優れた沈金師、高浜儀太郎を招いて製作技法を習得したことが始まりである。それ以後、桜井漆器のなかで格調の高いすばらしい作品が生産されるようになり、桜井にも次第に沈金師が育っていった。沈金工芸の興隆は高浜儀太郎と田村只八の優れた技術と努力の賜物である。ぼかし彫り手法を編んだ沈金の名手、村上市五郎も儀太郎の弟子としてその技法を身につけた一人であった。現在桜井には四名の沈金師が活躍しているが、そのなかの一人である高浜幹五郎は、輪島から桜井に定住した高浜儀太郎の五男である。
沈金芸術が次第に一般からそのよさを理解され、華道や茶道にも格調の高い製品が使われるようになってきており、花器やなつめを中心とする茶道具類、また文箱や色紙箱、短冊箱など各方面にわたって一般化してきたことは喜ばしい。ただ手工芸による製作過程が複雑であるため、どうしても高価であるとの印象があり、手入れに大変な手間を要するという考え方もあることは否定できない。今後このような課題をどうするかを考えたい。
桜井漆器工業の現状と将来
現在、桜井には漆器製造販売関係者は一〇業者を数えるのみである。これらの業者は、漆器工業の不振のなかで先祖代々受け継いできた伝統工芸産業を必死に守っており、その発展を模索中である。
桜井漆器工業にとって第一の問題点は技術者の不足であり、その老齢化である。従って後継者の養成こそ急務である。かつて昭和二三年から二六年にかけて、県・町・業者と三者が一体となり徒弟養成を計画し、十数名の後継者養成を実施したが殆ど定着しなかったという。現在の業者のなかには自らが技術者であり、販売者である両面を兼ねている業者もあるが、技術者養成の方途を考えることが大切であるといわねばならない。椀舟によって生まれ、椀舟の繁栄と衰退に運命を委ねてきた桜井漆器、内外に知られ、伝統工芸として輝かしい業績を伝承してきた桜井漆器がこれからどのように歩みを続けるべきか、それは命運の岐路を迎えた今日における最大の命題でもある。
昭和四九年五月、伝統工芸品産業の振興に関する法律が施行された。この法律の適用対象は一〇〇年以上の伝統をもち、事業者一〇業者以上、従業員数三〇人以上の規模を最低の条件としているが、桜井漆器はこの条件ぎりぎりで適用対象となった。今後は伝統工芸として優れた製品を作っていくための諸条件を整備していくことが必要である。職場環境の改善、手作業からの機械化、デザインの開発、そして経営の合理化等がそれである。郷土の伝統工芸を持続し、存続させるためには、県民の理解と協力がなければならない。漆器のよさは使用してみないとわからない。温かいやすらぎの境地、気品のある感触など、接する人が肌で感ずる共通点である。漆工芸は日本の文化とともに生き続けてきた。この伝統を守り、次代に引き継ぐことが今日の人の使命である。
|
表4-1 明治初期の漆器行商人
|
表4-2 桜井付近の椀屋とその戸数(大正中期)
|
表4-3 桜井漆器製造の変遷
|
|
図4-4 串指法の模式図
|