データベース『えひめの記憶』
 えひめの記憶 キーワード検索
えひめの記憶 キーワード検索愛媛県史 社会経済3 商 工(昭和61年3月31日発行)



2 綿ネル・タオル
今治の綿ネル
大正初期において、今治町(現今治市)は、紀州ネルの産地、和歌山に次いで全国第二の綿ネルの産地であった。今治産の綿ネル、一名伊予ネル(特に白綾ネルを指す)は、紀州ネルに対して著しい特徴を有していた。すなわち、紀州ネルの後晒・後染に対し、伊予ネルは先晒・先染であり、紀州の機械捺染に対し、伊予は織り込みであり、紀州の両面起毛に対し、伊予は片面起毛であった。
紀州ネルの場合は、大量生産の白綿布を原料として用いたから、織布兼営の大紡績工場の製品に対して機械起毛と機械捺染とを施す二次加工の機械制工業としておのずから展開した。そしてネルの織布工程は、次第に泉州へ移り、地元の中小の織布業は淘汰される傾向にあった。これに対し、今治の場合は織り込みネルであったから、零細織布業者が重要な役割を演じ、手織機も大正六年(一九一七)ぐらいまで広く用いられていた。その後も数台から数十台の力織機を備えた小零細の織布業が根づよく残ることとなった。
捺染工程の機械化には、一定の資金力と技術力とを要した。今治には、零細な綿ネル業者が多く、また先晒・先染という伊予ネルの特色もあって、捺染機械の導入が遅れたので、付加価値の低い白ネルの生地のまま岡山へ移出されたものも多かった。これも、今治地区に小規模織布業者を存続させた事情の一つである。
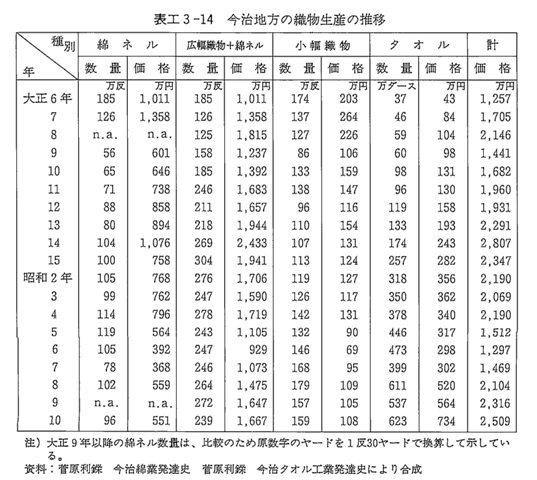
大正六年は、今治の綿ネルの生産量が明治以来の最高に達した年であり、その後もこの記録は破られていない。この年、綿ネルは今治の綿業を代表する商品であり、産額にして今治の綿織物の八割以上を占めていた(表工3-14)。この年、タオルの産額は、今治の綿織物の四%にも満たない。
恐慌下の綿ネル
大正九年の綿業恐慌は、今治の綿ネルをも直撃した。
この時、綿糸と綿布とは一斉に暴落したのだが、綿ネルの価格変動の具体的資料がない。表工3-14を使って綿ネル一反の平均単価を計算すれば、大正七年一〇円八一銭、大正八年一四円五二銭(この年のみ広幅綿布を含んだ平均)、大正九年一〇円八三銭、大正一〇年九円九六銭、大正一一年一〇円三九銭であり、綿糸の棒下げに比べれば、この時期の綿ネルの下げ方は相対的におだやかである。他方、綿ネルの生産数量は、大正九年の戦後恐慌でドラスチックに急減し、大正六年のピークの三分の一に落ち込んでいる。
一見して、綿ネルの価格の堅調には、供給数量の大幅な調整があったということが考えられる。
大正にはいって、メリヤス製品が大きく伸びたこと、また足袋裏地としての需要が減じたことが綿ネル衰退の原因であるという説明が通常なされている。しかし、これは一般的趨勢であって、大正九年の急激な落ち込みを説明することにはならない。
というのは、大正九年に、いったん年産五六万反に急減した今治の綿ネルは、価格を維持しながら、年を追って生産量を回復し、大正一四年(一九二五)には、一〇四万反、一、〇七六万円の産額に戻している。そして、昭和恐慌の時期を通じて昭和一〇年(一九三五)までは、ほぼ一〇〇万反の生産量を維持しているのである。年産一〇〇万反というのは、今治の綿ネルの歴史上、むしろ高水準の部類に属する。ただし、昭和にはいってからは、綿ネルの価格が急落した(後になると雑綿ネルなど品質の低下も関係する)ので、産額は比例して縮小した。けれども、大局的にみれば、綿ネルは、その価格の低廉さによって、庶民の衣料として、軍用の藍棒ネルとして、さらに東南アジアへの輸出品として根づよい需要をもっていたといわなければならない。
今治の綿業が斜陽の綿ネルを主体にしていたにもかかわらず、長い恐慌期を凌ぐことができたのは、なぜだろうか。その理由をいくつかの要因に分けて考えてみよう。一は、力織機による手工熟練の追放によって工賃を大幅に切り下げえたこと、二は、内需の不振を輸出によってカバーできたこと、三は、広幅綿布・タオルへの生産品目の転換が進んだこと、四は、業界の協調体制が培われていたことなどである。それぞれの要因についてみてみよう。
合理化と工賃切り下げ
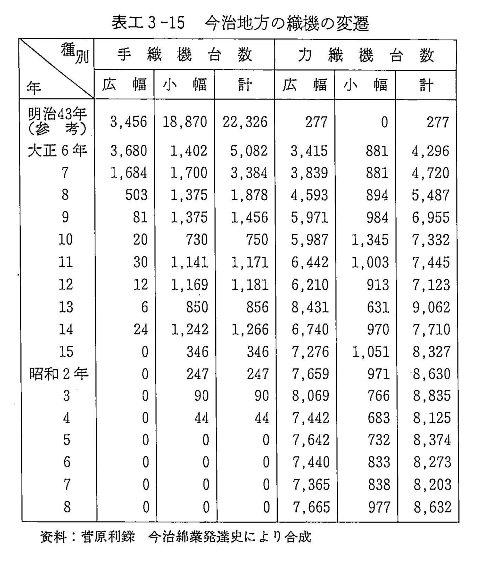
今治の綿織物が伊予絣と異なる点は、大正六年から九年にかけて、力織機による手織機の駆逐が徹底してなされたという点である。今治の綿織物は単純商品であったから工賃が安く(伊予絣の二分の一~三分の一)、手織の能率では全く相手にならなかった。したがって、零細工場といえども、動力化することによってかろうじて生き残ることができたのである。明治四三年(一九一〇)には、広幅小幅合わせて二万二、〇〇〇台の手機が稼動し、力織機は三〇〇台にも足りなかったのが、綿ネル全盛の大正六年(一九一七)には、力織機台数は四、〇〇〇台を突破し、大正九年には七、○○○台に達する。手機は、大正六年に三、六八〇台あった広幅手織機が、大正一〇年には二〇台となり、完全に駆逐されてしまった(表工3-15)。
長い不況の間、綿布の価格が低落し、操短がくりかえされる中で、織布の工賃は数度にわたって切り下げられていった。それを可能にしたものは、力織機の導入による手工熟練の急速な分解であった。
今治織物同業組合は、業者同志の競争を防ぐため、大正一〇年(一九二一)に賃金標準決定委員会を設け、二等女工、起毛部女工など各職種の最高日給と、織布の工賃単価とを協定して実施した。今治織物同業組合の最大の関心事は労務問題にあり、組合長の阿部光之助は、大正一〇年一月の今治市商工会評議員会で、綿織業の不況をきりぬけるための根本策として、労働賃金切り下げが急務であると説いている。
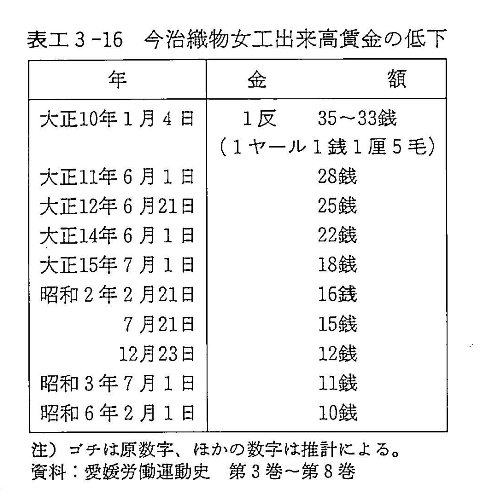
賃金標準決定委員会発足当時、一反三五銭見当だった織賃は、同業組合の統一協定のもとに、ほとんど毎年のように一割から二割の値下げを実施し、モラトリアム恐慌の昭和二年(一九二七)には一年の間に賃下げが三回も行われて、この年の年末には大正一〇年の約三分の一の一二銭にまで下がった(表工3-16)。
力織機が織工の労働を軽減したのは確かであるが、工賃単価が順次引き下げられたために織布工は、受持台数を増やすことによって収入の埋め合わせをしなければならなくなった。織物業者にしてみれば、力織機の導入により、人員の削減と能率の増加とを確実なものとし、不況下の価格の低落にも耐えうる力をつけたのであった。大正一一年六月四日の『愛媛新報』は、愛媛県工場課武田課長の工場視察談として「今治の麓常三郎氏の経営している工場では足踏機でタオルを織って居たが、力織機にしたため職工を三分の一にしたが、これによって職工の賃金と生産能率を増すようになった。…今治織物同業組合では六月一日から賃金率を改正した。……組合員はこの改正賃金と従来の賃金との調和を計るために一人の機台を増加して賃金を低下しないようにしている。だから職工の賃金は大した影響はないのであるうと思う。けれども不良職工は淘汰せられることになるのだ。機台を多く持ったら製品が悪くなるが、之を救済するには傷物等に対しては検査の上歩引をして粗悪品を防止することになっている」という談話を載せている。
ソーシャルダンピング
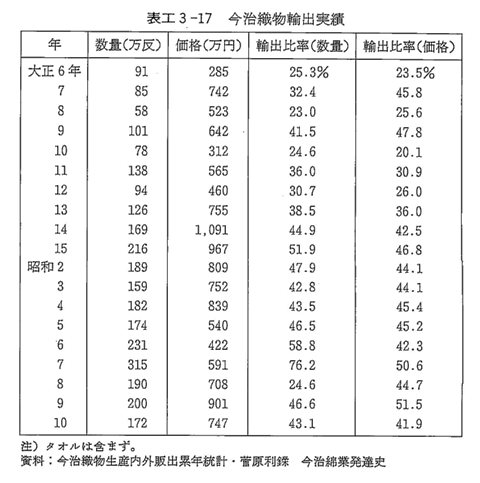
大正九年(一九二〇)の戦後恐慌の時に、今治の綿織物の輸出は、初めて一〇〇万反の大台に乗せた。数量ベースの輸出比率は四一・五%に達し、今治の綿織物業者は海外市場に活路を見出したといっていい。それは、今治産の縞三綾の綿布が英国製リンネルの格安の代用品として東南アジアでよく売れたからである。第一次大戦が始まる大正三年には、今治の綿織物の輸出量は一四万反、輸出比率にして五・九%だったのだから、怒涛のごとき輸出ラッシュであった。大正一四年以降の昭和恐慌期には、輸出水準は年間一六○万~二〇〇万反にかさ上げされ、輸出比率も生産総量の四割以上をコンスタントに維持した。さらに、大恐慌を経た昭和六年(一九三一)以降、今治からの綿織物の輸出量は異常なペースで急増した。昭和六年には二三一万反で輸出比率五八・八%、昭和七年には三一五万反で輸出比率は実に七六・七%に達した(表工3-16)。
この両年、価格ベースでみた輸出比率は、昭和六年と七年とでそれぞれ四二・三%、五〇・六%と伸びが低いから、大量のダンピングが行われたのは明白である。今治綿布の価格を大幅に下げることができた事情としては、低賃金のほかに、原料綿の暴落、為替の円安も有利にはたらいた。
今治綿布の輸出先は、オランダ領東インド・シンガポール・香港・インド・エジプト・アフリカ・トルコなど、広域にひろがり、安価な製品を欲する後進国が主であった。今治を含む日本製綿布は、当時世界最大の綿布輸出国であったイギリスのお得意先を横取りしたばかりか、イギリスの自治領や植民地の市場をも蚕食していったのである。昭和七年、イギリス及びイギリス連邦諸国の首相はカナダの首都オタワに集まり、日本製綿布に高率の関税を課すこと、イギリス連邦諸国相互には最恵関税を認めることを決めた。この年には、イギリス連邦諸国以外にも多数の国々が日本からの輸入制限を実施した。そのため、翌八年には、今治の綿織物の輸出量は激減し、数量ベースでみた輸出比率は二四・六%に低下した。しかし、その後昭和一四年(一九三九)ぐらいまでは、今治の綿織物の販路として輸出向けは三分の一以上のウエイトを占めていた。
三綾綿布への転換
伊予ネルの販路は、大正初期まではそのほとんどが内需であった。第一次大戦中、色じまの大正布が流行し、これは片面起毛の伊予ネルに似た広幅の織物であったから、今治の業者は大正布の製造を得意とするようになった。そして、海外への販路が広がるにつれて、リンネルとしての用途をもつ縞三綾の生産が盛んになり、大正末期には、今治地方はそれの全国第一の産地となった。広幅綿布は、綿ネル生産の季節的繁閑を利用し、遊休の綿ネル織機を利用して製品化したもので、今治の綿ネル業者の機敏さと適応性とを示している。綿ネルの需要は冬の季節になるから、夏から秋にかけて生産が集中し、逆に三綾布は需要が夏の季節になるので、冬から春にかけてが生産期となる。縞三綾の輸出が急進した大正九年以降、今治綿業における綿ネルの地位は低下し、三綾織など広幅織物の比重が高まった。
ただ、広幅綿布の製織に旧式の綿ネル織機を利用することには、技術的難点があり、能率も劣悪であった。綿ネルの力織機は、早くから導入されただけに自動織機が少なく、杼の中のヨコ糸がなくなるたびに、五~一〇分間隔で織機を止めて、人手で抒を取り替えなければならなかった。織工の労働強化によって受持台数を増やすにも限度があり、綿布専用の豊田織機との能率の差は明白であった。昭和初期には、品質・能率の両面で新興の播州織に脅かされるようになり、今治の綿業にとって織機の改善が大きい課題となった。
タオル業の発展
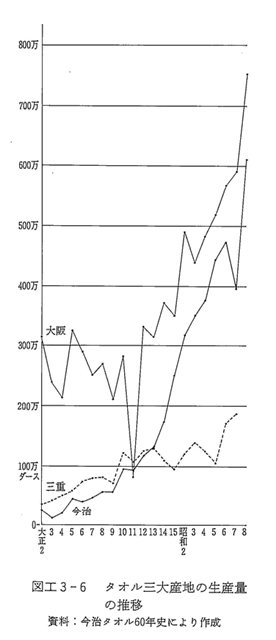
今治タオルは、第一次大戦の好況を契機に発展の緒についた。明治四三年(一九一〇)には一万ダースに足りなかった年産額が、大正七年(一九一八)には四六万ダース、大正八年には五九万ダースと驚くべきハイ‐ペースの伸びを示した。大正九年の戦後恐慌期にも、タオルだけは生産量が低下せず、価格も比較的に堅調であった。タオルは、テイク・オフの時期にあたり、商品需要が伸び盛りであったことの反映である。生産額は恐慌中も順調に増え続け、大正一二年一一九万ダース、昭和二年三一八万ダース、昭和六年四七三万ダースと増加の一途をたどった。昭和七年、一時的にダウンしたが、昭和一〇年の年産額は戦前のピークである六二三万ダース達した。金額の点でも、大正九年の九八万円から昭和三年の三六二万円ヘ一直線に伸びている。昭和四年から七年にかけて、総売上は減少したものの、ほぼ三〇〇万円台を維持し、昭和八年のタオル統制実施以後は生産量・金額ともに、急激な上昇を示した(既出表工3-14)。
全国のタオル産地の中では後進地だった今治は、大正一三年には伊勢タオルの三重を抜いて全国第二位となり、昭和八年には全国トップの泉州タオルの大阪とほぼ肩を並べるまでになった(図工3-6)。
麓式タオル織機
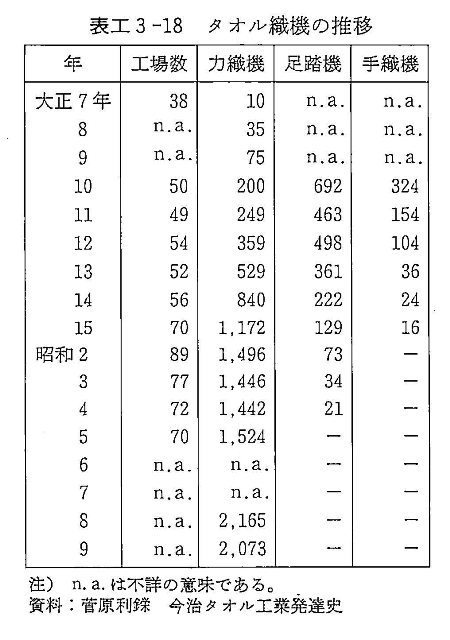
今治地方で大正以降タオル業が大きく発展したのは、紡織工業の産業革命の時期に遭遇して、零細な白木綿・綿ネル手機業者の転換の道がタオルによって得られたからである。綿ネルの力織機化か能率とコストの点で手機を完全に駆逐したことはすでに述べた。その時に、手織の木綿織機からの転換を可能にした重要な発明として、明治四三年の麓常三郎の二挺筬バッタンの発明がある。麓式手織機の特徴は、広幅の木綿織機を改造して一台の織機に二箇の筬を並べてとりつけ、別々に抒が動くように工夫されたものである。これによって両側に織耳のある小幅タオルを二列同時に織ることができるようになった。そのため、手機でありながら、熟練工では一日(当時は一四時間内外)一〇ダースを織り上げたといわれる。大正初期の小幅足踏織機の能率が六~七ダースであったから、優にこれに対応でき、かつ、在来の木綿織機からの改造が比較的簡単であるという利点を有していた。この発明が、綿布・綿ネル業界から駆逐されつつあった今治の手織業者に対して転業の道を与えた意義は大きい。麓式織機といえども、大正一〇年以降、タオル力織機の本格的導入によって消滅する運命をたどるのであるが(表工3-18)、それに先立つ数年間の時を稼ぎ得たこと、また、出機と呼ばれる賃織を普及させ、今治タオル業界に他産地に見られない独得の形で中小業者の展開をもたらしたことは、注目に値する。
中忠の大衆向けタオル
大正期の今治タオルの発展を市場面から隆盛に導いた重要なきっかけは、中忠(中村忠左衛門)の先晒単糸タオルであった。
大正二年(一九一三)、中村忠左衛門が大阪で先晒の縞タオルを手に入れ、それを手本にして軽量の日用タオルを試織したのが、今治の先晒タオルの第一号であった。先進地の泉州は後晒の上物のタオル、伊勢は先晒の朧(霜降り)の双糸を使ったタオルを売り物にしていて、いずれも今治のタオルよりも高級品であった。伊勢タオルは、四〇番手から六〇番手の細い原糸を二本撚り合わせた双糸で織り上げた縞タオルで、独得の風合いをもっていた。当時、細番手の綿糸は非常に高価であったから、中村忠左衛門は細番手を撚糸にする代わりに、二〇番手の太番手を単糸のまま使って、安価な大衆向けタオルを作ることにしたのである。目方は、高級タオルが一ダース八〇〇グラム前後であるのに対し、これは、一ダース六〇〇グラムと軽量であった。体裁もよく、値段が安かったので飛ぶように売れ、今治のタオル業者は中忠にならって先晒単糸タオルの産地として特化するようになった。
ところが、今治地方には賃織が多く、工賃が安いために粗製濫造に流れ、廉価品製造の弊害が現れ始めた。賃織が出機問屋から受け取る原糸も、問屋へ渡す製品も目方で計算されたから、糊付けを多くして、コスト中七割以上を占める原糸の歩留まりを見かけ上、よくするということが行われた。組織の粗いタオルに糊付けを二度行い、軟化剤で原糸に柔軟性をもたせるという手のこんだ操作が行われた。見た目にはしっかりしたタオルのように見えても、一度浴用に使うと糊が溶けて小さく縮んでしまうのが普通であった。また、タオルの房つけなどの仕上げを工場外の内職に出す時に、乾燥して目方が減るのを防ぐために、霧吹き平地下保蔵によって水分を与えて重量を増やすものだから、問屋からカビや水のシミに対する苦情が再々なされたという。
それでも、今治の先晒単糸タオルは、印入りの景品タオル・観光地の土産用タオル、また大衆の浴用タオルとして用途を広げ、販路を拡大していった。
新問屋制工業
第一次大戦中、タオル需要の急増に伴って足踏織機の新設が増加し、さらに大正九年の綿業恐慌の後は、力織機の導入が進んで、漸次、力織機が優勢を占めるようになった(表工3-18)。
今治地方で最初にタオル力織機の採用に踏みきったのは、大正七年(一九一八)の山本紋治であり、原田式小幅力織機一〇台を使用した。翌八年には、笠崎基の工場で、さらに性能の高い原田式二幅ドビー付力織機二五台が据え付けられた。これらの高能率、高収益に刺激されて、大正一〇年の今治地区のタオル力織機は二〇〇台になり、大正一五年には一、〇〇〇台を越えた。これによって、手機は、大正一三年にはほとんど消滅し、足踏機も昭和三年にはほとんど姿を消した(完全消滅は、それぞれ昭和二年と昭和五年)。
ところが、今治地方のタオル業の特色は、機械制工場確立の後も零細経営が存続したことである。それは、手機時代の出機が、そのまま展開して、力織機を設備するようになっても、問屋に従属する賃織業者となったのにほかならない。力織機導入後の出機は、小宮山琢二の有名な分類(『日本中小工業論』)に従えば、新聞屋制工業に相当するものである。それは、もはや白木綿時代の農村家内工業ではなく、数名ないし数十名の職工を雇い、動力織機を稼動するひとかどの資本家でありながら、問屋の支配下におかれたのである。タオルは、広幅綿布に比べて品種が多種多様で取り引きのロットが小さかったので、機械制工場でも小規模経営が適しえたのである。
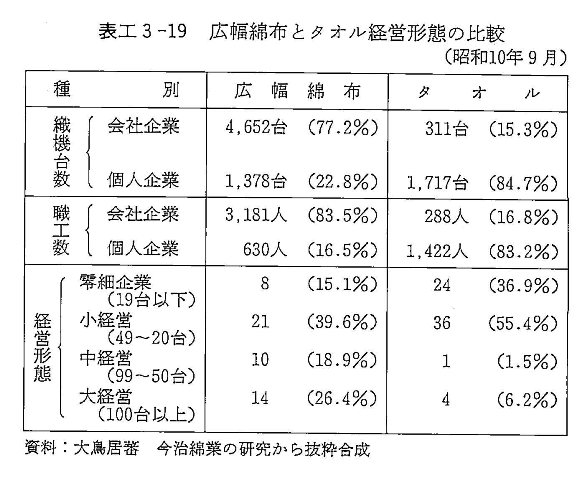
力織機化が完成した昭和一〇年(一九三五)時点で、広幅綿布とタオルとを比較すれば、タオル業の零細性はいっそう明確になる。広幅綿布とて、今治の場合は、小規模のものが多いのだが、それでも織機一〇〇台以上の大経営は、広幅綿布で一四軒(二六・四%)を数えるのに対し、タオルは四軒(六・二%)にすぎない。逆に一九台以下の零細経営は、広幅綿布の八軒(一五・一%)に対し、タオルは二四軒(三六・九%)であり、四九台以下の小・零細経営の合計は、広幅綿布の二九軒(五四・七%)に対し、タオルは六〇軒で、実に全経営数の九二・三%を占めていた。経営形態も、広幅綿布では、会社形態のものが織機台数の七七・二%、職工数の八三・五%と優勢であるのに対し、タオルは、個人企業が織機台数の八四・七%、職工数の八三・二%と完全に逆転しているのである(表工3-19)。
紋織技術
一言、付言しておかなければならないのは、戦前の今治タオルが普及品の量産の道を歩んだ中にあって紋織タオル技術の基礎がこの時期に今治へ導入されたことである。大正一一年、今治市に愛媛県立工業講習所が開設され、技師として赴任した菅原利鑅がドビー装置をタオル専用に改良し、実地指導につとめた。従来の元禄装置に比べれば、デザインも変化に富み、品質も安定したものが製織されたので、ドビー装置を設備する工場が増加し、今治市内の鉄工所で製作されるまでになった。
しかし、ドビー装置は、使用できる綜統の数が六から一八と限度があって、かつ、かなりの熟練を要したから菅原技師は、これにあきたらず思い、当時まだ秘中の秘であった高級紋織機の開発をめざした。そして、苦心の末、大正一四年(一九二五)、六〇〇ロジャカード機による孔雀模様の紋織タオルの製造に成功した。ジャカード機は、菅原技師の熱心な慫慂により、大正一五年中忠への導入を皮切りに、昭和初年にかけて、広洋・藤高・楠橋・宮崎・越智など今治の主要タオル工場に次々と設備されて、製品の高級化への道が開かれていった。
ジャカード機は、複雑なタオルの図案をパンチされた紋紙によって自動的に力織機に指令する装置であるから、紋紙の穴あけが重要な仕事であり、これを専門に行う業者すなわち紋工屋が成立する。大正期の今治には、もちろん、そのようなものはないから、大正一三年に工業講習所が紋紙穿孔機二台を購入して、紋紙加工の指導を行うかたわら、タオル業者の委託にも応じた。さらに昭和九年(一九三四)、工業講習所が染織試験場に改組されるに際しても、自動紋紙写彫機と編綴機とを据え付け、デザインの研究と紋紙加工の委託に重点をおいた。昭和九年の『愛媛県染織試験場規程』にも、試験場の業務として「意匠図案、紋紙穿孔編綴ノ調製」の一項があり(『資料編社会経済上』八三三頁参照)、初代場長となった菅原利鑅の洞察力の確かさを示している。
業界の協調体制
今治の綿織物業者の組織化の歴史は古く、明治二七年(一八九四)の織布同盟会まで遡ることができる。大正の初期には、伊予綿練同業組合と伊予綿布同業組合とがあり、前者は広幅織物、後者は小幅織物というように分けられていた。ところが、第一次大戦ごろからタオル製織が盛んになり、また、広幅と小幅の両方を製織する業者も増え、二つの組合を区別するのが難しくなった。
大正九年(一九二〇)、衆望の大きかった初代組合長、阿部光之助のもと、二つの組合は合併して、今治織物同業組合を結成した。当初の組合員は一五三名、綿布・綿ネルータオルなど綿織物製造業者一二一名、精練・漂白・染色・捺染・起毛などの整理加工業者一五名、問屋など販売業者一六名から構成されていた。その業務は、製品検査と原料検査、過当競争の是正、工員に対する労務管理、税務代行、営業上の紛争の調停、統計の作成、表彰など広範にわたったが、時あたかも戦後恐慌とそれに続く長期不況の時期にあたり、操業短縮における業界の協調と労務問題における業界の結束に関して強い指導力を発揮した。大正一〇年に発足した賃金標準決定委員会(今治織物同業組合の下部機構)が工賃引き下げに果たした役割については、すでに述べたとおりである。
昭和五年(一九三〇)、工業組合法に基づいて、今治織物同業組合は、今治織物工業組合に改組された。理事長は阿部恵一である。この年の一一月、日本綿織物工業組合連合会(綿工連)により、値崩れの激しい輸出縞三綾の統制がまっさきに実施された。それによれば、綿工連が前年実績を基準として各産地組合の生産量を割り当て、各産地組合(たとえば今治織物工業組合)は、それを各組合員に按分して割り当てるというものであった。かつ、縞三綾の販売は、日本縞三綾輸出組合に加盟していない問屋、商社には販売することを禁じた。
その後、昭和六年には綿縮・綿ネル、昭和一〇年には綿サロン、昭和一一年にはジーンズと綿の統制が拡大されることになるが、タオルについても、今治織物工業組合が参加して日本タオル工業組合連合会が結成され、昭和八年二月から統制が実施された。当初は、生産設備増設の制限であったが、昭和九年からは、織機台数と前年実績とを基準にして生産数量の割り当てを実施し、出荷についても取り扱い商を限定した。
縞三綾の場合も、タオルの場合も、供給の制限による価格効果があらわれ、業界の安定に役立った。とくにタオルは広幅綿布からの転換に脅かされていたから、その侵蝕を防止する効果は大であった。
|
表工3-14 今治地方の織物生産の推移
|
表工3-15 今治地方の織物生産の変遷
|
表工3-16 今治織物女工出来高の低下
|
|
表工3-17 今治織物輸出実績
|
図工3-6 タオル三大産地の生産量の推移
|
表工3-18 タオル織物の推移
|
|
表工3-19 広幅綿布とタオル経営形態の比較(昭和10年9月)
|